ஹைட்ராலிக் சிலிண்டரின் பெயரளவு அழுத்தம் தன்னிச்சையாக அமைக்கப்படவில்லை. சிலிண்டர் பீப்பாய் பொருளின் மகசூல் வலிமை, சுவர் தடிமன் அமைப்பு மற்றும் முத்திரைகளின் தாங்கி வரம்பு ஆகியவற்றின் அடிப்படையில் இது விரிவாகக் கணக்கிடப்படுகிறது. நிலையான பொது மாதிரிகளின் பெயரளவு அழுத்தம் 16MPa அடிப்படை வடிவமைப்பு மதிப்பாக எடுக்கிறது.
இந்த அளவுரு சாதாரண கார்பன் எஃகு சிலிண்டர் பீப்பாய்கள், நிலையான பாலியூரிதீன் முத்திரைகள் மற்றும் வழக்கமான வழிகாட்டி கட்டமைப்புகளின் பாதுகாப்பான தாங்கி வரம்புடன் பொருந்துகிறது, மேலும் கட்டுமான இயந்திரங்கள் மற்றும் டிரெய்லர் ஹைட்ராலிக் அமைப்புகளுக்கான மிகவும் பொதுவான தேர்வு தரநிலையாகவும் செயல்படுகிறது. உண்மையான செயல்பாட்டில், உடனடி தாக்க அழுத்தம் சுருக்கமாக பெயரளவு அழுத்தத்தை மீற அனுமதிக்கப்படுகிறது, அதே நேரத்தில் நீண்ட கால தொடர்ச்சியான வேலை அழுத்தம் மதிப்பிடப்பட்ட மதிப்பில் 85% ஐ விட அதிகமாக இருக்கக்கூடாது. உட்புற கசிவு, முத்திரை முதுமை மற்றும் சிலிண்டர் பீப்பாய் சிதைவு ஆகியவற்றைத் தவிர்ப்பதற்கான முக்கிய வடிவமைப்பு கொள்கை இதுவாகும்.
நீண்ட கால அளவுக்கதிகமான அழுத்த நிலைமைகளின் கீழ், சிலிண்டர் பீப்பாயின் உள் சுவர் லேசான மீள் சிதைவை உருவாக்கும், மேலும் வழிகாட்டி ஸ்லீவ் மற்றும் பிஸ்டன் கம்பி இடையே பொருந்தக்கூடிய இடைவெளி மாறும், இது அசல் துல்லியமான 0.02-0.03 மிமீ சகிப்புத்தன்மையை சேதப்படுத்தும்.
இடைவெளி பெரிதாகி, ஹைட்ராலிக் எண்ணெயின் பக்கவாட்டு ஓட்டம் தீவிரமடைகிறது மற்றும் பிஸ்டன் வளையம் சீரற்ற சக்தியைக் கொண்டுள்ளது, இது படிப்படியாக பகுதி தேய்மானத்திற்கு வழிவகுக்கிறது. பிந்தைய கட்டத்தில், உள் கசிவு, போதுமான தூக்கும் விசை மற்றும் விரைவான சுமை தீர்வு போன்ற பொதுவான தவறுகள் ஏற்படும், இவை ஆன்-சைட் உபகரணங்களில் அடிக்கடி ஹைட்ராலிக் தோல்விகளுக்கு முக்கிய காரணங்களாகும்.
20℃–30℃ சுற்றுப்புற வெப்பநிலையானது சீல் மெட்டீரியல் வடிவமைப்பிற்கான உகந்த வரம்பாகும். பாலியூரிதீன் மற்றும் நைட்ரைல் ரப்பர் முத்திரைகள் கடினத்தன்மை, மீள் சுருக்க மற்றும் எண்ணெய் எதிர்ப்பு ஆகியவற்றில் நிலையான மதிப்புகளை பராமரிக்கின்றன.
இந்த நிலையில், சீல் செய்யும் உதடு சிலிண்டர் சுவருடன் சமமாக பொருந்துகிறது மற்றும் நிலையான ப்ரீலோடை வைத்திருக்கிறது, அசாதாரணமான தேய்மானம் மற்றும் சிதைவு இல்லாமல் நீண்ட காலத்திற்கு நிலையான எண்ணெய் சீல் செயல்திறனை பராமரிக்கிறது.
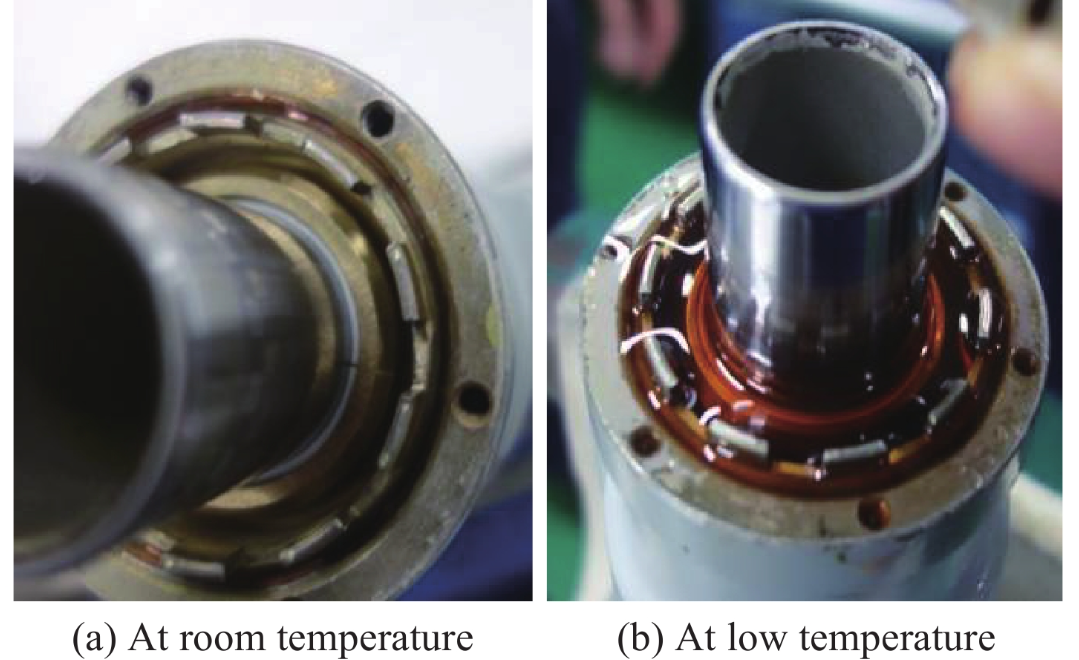
வெப்பநிலை -15℃க்குக் கீழே குறையும் போது, சீல் செய்யும் பொருட்களின் மூலக்கூறு செயல்பாடு அதிக கடினத்தன்மை மற்றும் குறைந்த கடினத்தன்மையுடன் குறைகிறது. சீல் செய்யும் உதட்டின் பொருத்தம் நெகிழ்வுத்தன்மை மோசமாகி, சிறிய இடைவெளிகளை தகவமைத்து ஈடுசெய்ய முடியாது, இது குறைந்த வெப்பநிலை கசிவுக்கு முக்கிய காரணமாகும்.
40℃க்கு மேல் நீண்ட கால செயல்பாடு ஹைட்ராலிக் எண்ணெய் ஆக்சிஜனேற்றத்தை துரிதப்படுத்தி கூழ் அசுத்தங்களை உருவாக்கும். இதற்கிடையில், முத்திரைகள் வயதாகி, குறைந்த நெகிழ்ச்சித்தன்மையுடன் வேகமாக கடினமடைகின்றன, இது படிப்படியாக தொடர்ச்சியான லேசான கசிவை ஏற்படுத்துகிறது மற்றும் ஒட்டுமொத்த செயல்பாட்டு நிலைத்தன்மையை பாதிக்கிறது.
பிஸ்டன் கம்பிகளில் கடினமான குரோம் மின்முலாம் பூசுவது ஒரு நிலையான தொழில் பாதுகாப்பு செயல்முறையாகும். முறையான வெகுஜன உற்பத்தி தயாரிப்புகளுக்கு, முலாம் தடிமன் கண்டிப்பாக 0.08mm-0.12mm க்குள் கட்டுப்படுத்தப்படுகிறது.
மிக மெல்லிய முலாம் மணல் உராய்வு மற்றும் அரிப்புக்கு போதுமான எதிர்ப்பை வழங்கத் தவறிவிடுகிறது, இதன் விளைவாக வெளிப்புற வேலை நிலைமைகளின் கீழ் குறுகிய காலத்தில் கீறல்கள் மற்றும் துரு புள்ளிகள் ஏற்படுகின்றன. அதிகப்படியான தடிமனான முலாம் உள் மேற்பரப்பு அழுத்தத்தை அதிகரிக்கும் மற்றும் உரித்தல், மேற்பரப்பு மென்மையை சேதப்படுத்தும் மற்றும் சீல் உடைகளை துரிதப்படுத்தும்.

முடிக்கப்பட்ட பிஸ்டன் கம்பிகளின் மேற்பரப்பு கடினத்தன்மை Ra0.2-Ra0.4μm இல் கட்டுப்படுத்தப்படுகிறது. இந்த துல்லியமானது குறைந்த உராய்வு தொலைநோக்கி இயக்கத்தின் தேவையை பூர்த்தி செய்கிறது மற்றும் மேற்பரப்பில் மைக்ரோ பர்ர்களால் ஏற்படும் சீல் லிப் கீறலைத் தவிர்க்கிறது.
அதிகப்படியான அதிக கரடுமுரடான தன்மையானது நுண்ணிய புரோட்ரூஷன்களால் முத்திரையைத் தொடர்ந்து அணியும்; அதிகப்படியான மென்மையான மேற்பரப்பு எண்ணெய் சேமிப்பு திறனைக் குறைக்கிறது மற்றும் நிலையான எண்ணெய் படலத்தை உருவாக்குவதை கடினமாக்குகிறது, உலர் உராய்வின் அபாயத்தை அதிகரிக்கிறது மற்றும் சீல் கூறுகளின் சேவை வாழ்க்கையை குறைக்கிறது.
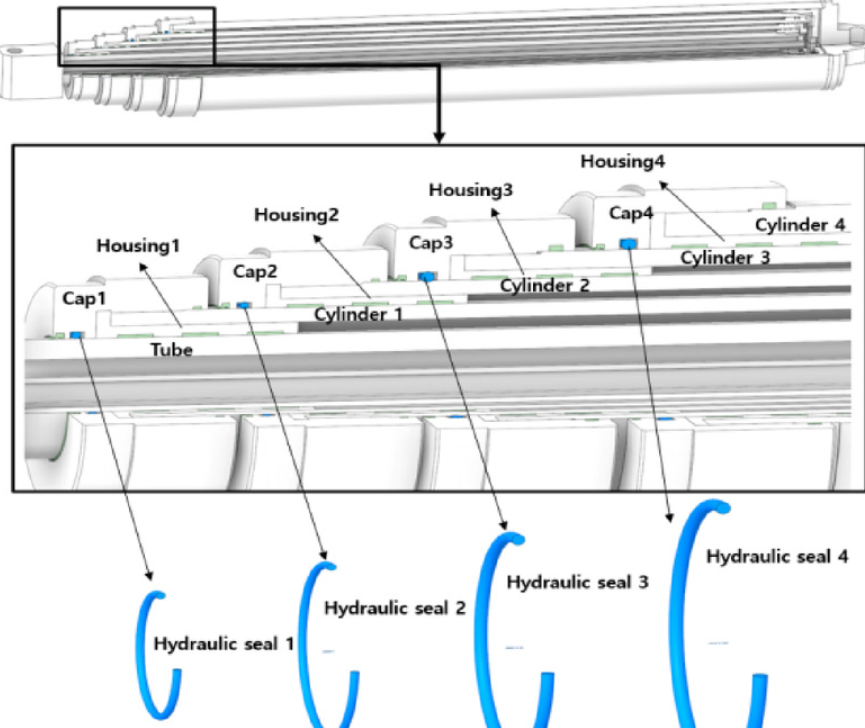
மல்டி-ஸ்டேஜ் ஹைட்ராலிக் சிலிண்டர்கள் ஸ்ட்ரோக், பயனுள்ள செயல்படும் பகுதி மற்றும் ஒவ்வொரு கட்டத்தின் எண்ணெய் பத்தியின் விட்டம் ஆகியவற்றில் உள்ளார்ந்த கட்டமைப்பு வேறுபாடுகளைக் கொண்டுள்ளன. சின்க்ரோனஸ் ஆப்டிமைசேஷன் டிசைன் இல்லாத மாதிரிகள் ஃபுல் ஸ்ட்ரோக் டெலஸ்கோபிக் செயல்பாட்டின் போது நிலை விலகலை உருவாக்கும்.
மெஷினிங் கோஆக்சியலிட்டி, கைடு ஸ்லீவ் கிளியரன்ஸ் மற்றும் ஆயில் ஃப்ளோ விநியோகம் ஆகியவை பல-நிலை சிலிண்டர்களின் ஒத்திசைவு துல்லியத்தை நிர்ணயிக்கும் மூன்று முக்கிய செயல்முறை காரணிகளாகும்.
இரு முனைகளிலும் உள்ளமைக்கப்பட்ட பஃபர் த்ரோட்டில் கட்டமைப்புகள்ஹைட்ராலிக் சிலிண்டர்கள்பிஸ்டன் மற்றும் இறுதி உறைகளுக்கு இடையே கடுமையான தாக்கத்தைத் தவிர்த்து, த்ரோட்டில் துளைகளின் தணிப்பு விளைவு மூலம் பக்கவாதத்தின் முடிவில் ஹைட்ராலிக் எண்ணெயின் ஓட்ட விகிதத்தைக் குறைக்கிறது.
நியாயமான இடையக வடிவமைப்பு தொடக்க-நிறுத்த தாக்கத்தை பலவீனப்படுத்துகிறது, ஒட்டுமொத்த உபகரண அதிர்வுகளை குறைக்கிறது மற்றும் வெல்டிங் சீம்கள் மற்றும் பெருகிவரும் அடைப்புக்குறிகளின் சோர்வு சேதத்தை குறைக்கிறது. வாகனத்தில் ஏற்றப்பட்ட தூக்குதல், துறைமுக இயந்திரங்கள் மற்றும் விவசாய கனரக-கடமை உபகரணங்கள் போன்ற உயர் அதிர்வெண் தொடக்க-நிறுத்தக் காட்சிகளுக்கு இது மிகவும் பொருத்தமானது.
தொழில்துறை துல்லியமான அசெம்பிளி தரநிலையில், வழிகாட்டி ஸ்லீவ் மற்றும் பிஸ்டன் கம்பிக்கு இடையே உள்ள அசெம்பிளி கிளியரன்ஸ் 0.02 மிமீ-0.03 மிமீ வரை நிலையானதாக கட்டுப்படுத்தப்படுகிறது.
வெப்பநிலை உயரும் போது வெப்ப விரிவாக்கம் காரணமாக மிகவும் சிறிய இடைவெளி நெரிசல் மற்றும் சீரற்ற தொலைநோக்கி இயக்கத்தை ஏற்படுத்தும்; அதிகப்படியான அனுமதி பிஸ்டன் கம்பியின் ரேடியல் குலுக்கலை அதிகரிக்கிறது, இது செறிவூட்டப்பட்ட விசித்திரமான சுமை மற்றும் ஒருதலைப்பட்ச உடைகளுக்கு வழிவகுக்கிறது, இதனால் ஒட்டுமொத்த பராமரிப்பு சுழற்சியைக் குறைக்கிறது.
சிலிண்டர் பீப்பாய், எண்ட் கவர், கைடு ஸ்லீவ் மற்றும் பிஸ்டன் ராட் ஆகியவற்றின் அசெம்பிளி கோஆக்சியலிட்டி உற்பத்தி மற்றும் அசெம்பிளியில் ஒரு முக்கிய கட்டுப்பாட்டு புள்ளியாகும்.
அதிகப்படியான கோஆக்சியலிட்டி விலகல் கொண்ட ஹைட்ராலிக் சிலிண்டர்கள் நீண்ட காலத்திற்கு விசித்திரமான விசையின் கீழ் செயல்படுகின்றன, ஒருதலைப்பட்ச முத்திரை உடைகள் மற்றும் உள்ளூர் சிலிண்டர் சுவர் கீறல் நிகழ்தகவை பெரிதும் அதிகரிக்கிறது. ஒரே விவரக்குறிப்பின் தயாரிப்புகளுக்கு இடையே வெளிப்படையான சேவை வாழ்க்கை வேறுபாடுகளுக்கு இது ஒரு முக்கியமான தொழில்நுட்பக் காரணம்.